本文来自微信公众号:X-MOLNews
固相微波多肽合成在多肽化学领域扮演着重要的角色,尤其是在实验室环境下的非GMP小规模合成中,微波多肽合成具有众多优势。微波合成,主要利用了多肽反应中的温度控制。尽管很多人声称,微波对于多肽的偶极作用使得多肽构象发生了利于氨基酸缩合的变化,但对此观点还存在不少争议。[1] 抛开微波多肽合成究竟是得益于微波与多肽肽链的作用还是单纯的热力学效应不论,能够确定的是,这种合成方式可以大大缩短氨基酸缩合时间,提高缩合效率,降低氨基酸(尤其是昂贵的氨基酸)的使用当量,在一定程度上也可以降低溶剂使用量,在一定程度上复合绿色化学的趋势。
在合成复杂多肽方面,微波合成似乎具有更明显的优势。而且微波合成似乎已经开始向着扩大多肽合成规模的方向发展。CEM 提供了三种可以进行微波固相合成仪,可以介导0.005 至 5 mmol规模(Liberty Prime 和 Liberty Blue 系统)和 5 至 800 mmol(Liberty Pro 系统)的微波多肽合成。
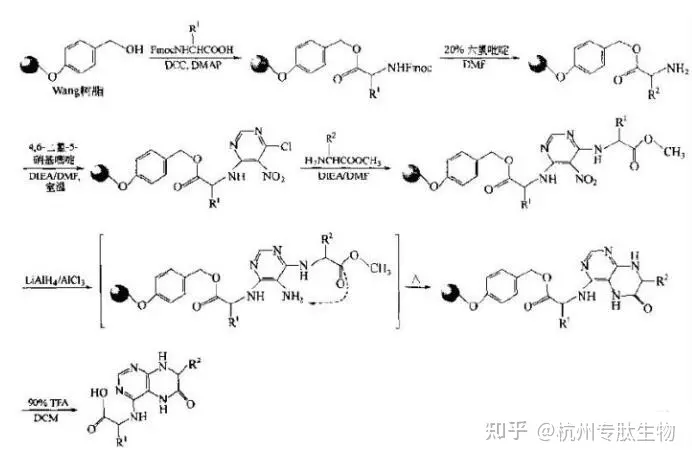
D’Ercole等人利用微波合成技术合成并放大了eptifibatide(伊巴肽)。[2] Eptifibatide是一种环状七肽,衍生自东南侏儒响尾蛇毒液中的解联蛋白 (P22827),是糖蛋白 IIb/IIIa 抑制剂类的抗血小板药物。Eptifibatide 用于降低不稳定型心绞痛或非 ST 段抬高心肌梗死患者的急性心脏缺血事件(死亡和/或心肌梗死)的风险。微波合成eptifibatide的化学步骤如图1所示。
图1. 微波法合成eptifibatide的步骤。[2]
其中涉及微波步骤的反应条件如下:(1) Fmoc-Rink Amide-AM树脂在 DMF (50 mL) 中溶胀 30 分钟;(2) 通过 30% (v/v) 哌啶/DMF(40 当量,66 mL)进行 Fmoc 脱保护;(3) 用 DMF (3 × 50 mL) 洗涤;(4) Fmoc 保护的氨基酸(2.5 当量,0.4 M,DMF)、Oxyma pure(2.5 当量,1 M, DMF)和 DIC(2.5 当量,3 M, DMF)偶联;(5) 用 DMF (3 × 50 mL) 洗涤。通过对每个氨基酸重复微波固相合成的循环进行肽链增长。除了半胱氨酸偶联反应使用55 °C 的反应条件之外,Fmoc脱保护和其它氨基酸偶联反应均在90 °C进行。微波合成获得了MPA(Trt)-Har(Pbf)-Gly-Asp(OtBu)-Trp(Boc)-Pro-Cys(Trt)-Rink Amide AM 树脂中间产物。
和其他实验室研究的策略不同,该工艺在实验室(5 mmol)证明成功之后被放大至70 mmol的规模。在该批次的生产中,使用了符合cGMP标准验证的微波合成仪Liberty Pro,得到了196 g侧链保护的多肽树脂MPA(Trt)-Har(Pbf)-Gly-Asp(OtBu)-Trp(Boc)-Pro-Cys(Trt)-Rink Amide AM 树脂。在经过TFA溶液介导的切割/去保护反应后,得到51 g纯度为73.3%的直链eptifibatide中间品,固相合成与切割去保护步骤的共同产率为82.2%。尽管该生产过程没有过多讨论微波合成可能带来的副反应和杂质,但它可以被视为多肽微波固相合成应用于工业界领域的验证。在微波合成中,具有热加速化学功能的关键是实时温度监测和反馈控制。[3] 正因如此,可以细致监测和调整内部反应容器溶液温度,以最大限度地减少副反应,如消旋。这种核心功能对于控制多肽合成工艺的稳定性和可重复性、控制杂质含量、确保产率等多方面影响重大。
总部位于日本大阪的PeptiStar Inc. 也在从事微波多肽cGMP生产的业务。据他们的介绍,PeptiStar拥有不同生产规模的微波合成反应釜,体积分别为1 L、10 L 和30 L(图2)。需要注意的是,如何保持大反应釜内微波环境的均一性一直是工业界面临的挑战之一,而且如何实现精准控温和快速反馈控制也是微波合成能否真正广泛应用于工业界的关键因素之一。在PeptiStar的微波反应釜中,微波被直接辐射进入反应溶液中(图3)。这样的设计可以最大程度地保证反应液中微波环境的均一性,防止过度加热的情况。据PeptiStar宣称,他们已经实现了30 L 微波反应釜的工业应用,实现了每批次500 g 多肽的制备。
图2. PeptiStar固相微波合成仪(反应釜)设备。图片来源:PeptiStar Inc.
图3. PeptiStar 30L微波过滤反应,以及微波分布示意图。图片来源:PeptiStar Inc.
在一项对比实验中,一种多肽的大规模微波合成取得了与小规模制备可比的产品纯度(图4)。
图4. PeptiStar微博固相合成对比试验结果(上图:微波固相合成,0.1 mmol; 下图:微博固相合成, 40 mmol)图片来源:PeptiStar Inc.
总结
尽管微波多肽合成在实验室层面得到了广泛的应用,具有快速合成、高通量等一系列优势,但微波多肽合成应用于工业界,尤其是大规模的cGMP生产领域,仍然有很多需要发展和优化的方面。工业界当然关注产能、成本、时间方面的控制,但对于工业界来说,一切的核心都是工艺本身,只有稳定的工艺,才能保障产品质量的一致性。对此,工业界的从事者需要花费很大的精力和财力,用于工艺验证。而工艺验证,绝不仅仅是验证几个批次、然后分析结果这么简单,需要从最初的工艺设计开始,到工艺确认,再到产品商品化之后的持续工艺验证。这是一个非常复杂而漫长的过程,直到产品退市为止。因此工业界对于工艺的有效性和稳定性的要求非常严苛。微波多肽合成要达到全面进军工业界,不仅仅是在时间成本、原料成本以及合成复杂多肽上表现出优势,更重要的是按照QbD理念的指导,对于工艺开发和验证的保障。这不仅要求在产品质量上符合标准,更需要对生产过程的严格控制(例如微波强度、温度、升温速度、降温速度、搅拌等众多潜在的关键工艺参数CPPs),保证微波制备工艺能够持续稳定地生产出符合全部质量标准的多肽药物,在此基础上实现的时间控制、成本控制、绿色化学,如此才可能具有切实的应用意义。优势与问题都十分明显的微波合成,全方面应用于生产领域,虽然任重而道远,但前景依然光明。
参考文献:
1. Pedersen, S. L. et al. Microwave heating in solid-phase peptide synthesis. Chem. Soc. Rev.2012, 41, 1826-1844.
2. D’Ercole, A. et al. An Optimized Safe Process from Bench to Pilot cGMP Production of API Eptifibatide Using a Multigram-Scale Microwave-Assisted Solid-Phase Peptide Synthesizer. Org. Process Res. Dev. 2021, 25, 2754–2771
3. Collins, J. et al. High-efficiency solid phase peptide synthesis (HE-SPPS). Org Lett. 2014, 16, 940-943.
(本文由北纬55°供稿)
合肥科生景肽生物科技有限公司成立于2018年,目前已经打造了全球领先的以肽为核心的生命分子发现、合成生产、结构优化、递送平台,主要瞄准肽发现及靶向递送,专注于为各大制药企业、生物技术公司、科研单位提供一站式的定制化研发服务。 公司独有的KPDS™平台(KS-V Peptide Discovery Services Platform)是国际领先的的多肽药物发现平台,我们致力于创新药物的高效和精准开发,以科生景肽专有KPDS技术为核心,提供一站式,定制化的多肽发现服务,以灵活的产品形式和服务模式助力广大客户各类药物发现项目的快速推进和应用探究,包括但并不限于疾病诊断及保健功能产品、多肽药物、核素偶联药物(RDC)、基于小分子的肽药物偶联物(PDC)和多功能肽偶联物等。中文官网地址:https://www.ks-vpeptide.com.cn/
英文官网地址:https://www.ks-vpeptide.com
领英:https://www.linkedin.com/company/ks-v-peptide/